简约设计,不简单内涵。观看我们的<柳州> 双轴螺旋输送机畅销全国产品视频,用最少的话语传达最真实的产品价值。
以下是:柳州<柳州> 双轴螺旋输送机畅销全国的图文介绍

衡泰重工机械制造有限公司主要生产 斗式提升机、等系列。几年来,公司不断强化经营管理制度,以科技为先导,以质量求生存,坚持以人为本,科技创新的战略理念,坚持以质取胜,凭借规范的管理高素质的员工队伍和质量管理体系及完善的售后服务,为公司的持续发展打下了坚实的基础。公司聚集了一批具有良好创新能力、新颖知识结构、强列团队精神的机械、软件、管理人才,使公司的能力、管理水平、服务意识,始终处于水平。与时俱进,新高。严格的管理、良好的信誉和尽善的售后服务赢得了广大用户的高度赞扬与好评。诚信是金。人无信不立,商无信不远,站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于生产工序中,以质量赢得信誉,以信誉创造奇迹,正是由于这种信念使我们的产品达到了近乎于零的返修率。本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制,时刻参与市场竞争;以更精湛的技术,服务奉献给广大用户。我们竭诚欢迎广大客户前来参观指导、协商洽谈,我们愿与您携手并进,共续辉煌!


实体螺旋叶片的核心加工工艺分为**整体成型、分段拼接、连续冷轧**三类,需根据叶片尺寸、材质和精度要求选择,不同工艺适配场景差异显著。### 一、主流加工工艺及特点#### 1. 连续冷轧成型工艺(应用广)- 工艺原理:将钢带通过专用冷轧机的轧辊模具,连续轧制出螺旋升角、外径一致的螺旋叶片,无需焊接,一体成型。- 核心优势:生产效率高、成本低,叶片表面光滑、尺寸精度高(螺距误差≤±2mm),材质利用率达95%以上。- 适配场景:中小尺寸叶片(外径≤600mm、螺距≤800mm),材质以碳钢、不锈钢为主,适合批量生产。- 局限:无法加工大厚度叶片(一般≤12mm),高硬度材质(如Mn13锰钢)轧制难度大,易开裂。#### 2. 分段拼接焊接工艺(适配大尺寸/厚叶片)- 工艺原理:按叶片螺距和外径,将板材切割成单个“扇形坯料”,加热后通过模具压制成单圈螺旋,再将多圈叶片焊接在传动轴上,拼接成完整螺旋。- 核心优势:可加工大尺寸(外径>600mm)、大厚度(≥10mm)叶片,适配锰钢、耐磨合金等硬材质,灵活性高。- 适配场景:大型U型螺旋输送机、高磨琢工况,如矿山、建材行业的大流量输送设备。- 局限:焊接处易产生应力集中,需后续热处理消除,表面精度低于冷轧工艺,生产周期长、成本高。#### 3. 整体锻造工艺(高精度/高负荷场景)- 工艺原理:将整块坯料加热至高温后,通过锻压机和专用模具,一次性锻造成完整的螺旋叶片(单头或多头),再经机加工精修尺寸。- 核心优势:叶片整体无焊缝,强度高、抗冲击性强,尺寸精度极高(螺距误差≤±0.5mm),适合高负荷、高转速工况。- 适配场景:精密输送设备、高温/高压工况,或输送大块耐磨物料的重型设备。- 局限:成本极高、生产周期长,仅适用于定制化、小批量生产,大尺寸叶片锻造难度大。#### 4. 冲压成型工艺(小型/薄叶片批量生产)- 工艺原理:用冲压机配合专用模具,对薄板材(厚度≤5mm)进行一次性冲压成型,直接得到单圈或多圈叶片。- 核心优势:生产效率极高、成本极低,适合大批量生产小型叶片(外径≤300mm)。- 适配场景:轻型输送机、食品级小型设备,材质以薄碳钢、304不锈钢为主。- 局限:叶片厚度受限,强度较低,不适用于磨琢性或重载工况。### 二、工艺选型关键原则- 批量+中小尺寸+普通材质:选连续冷轧成型(性价比)。- 大尺寸+厚叶片+硬材质:选分段拼接焊接(灵活性强)。- 高精度+高负荷+定制化:选整体锻造(强度和精度)。- 小型+薄叶片+大批量:选冲压成型(成本、效率)。要不要我帮你整理一份**实体螺旋叶片加工工艺选型对照表**,明确每种工艺的参数范围、适配场景、成本和维护要点,方便快速匹配需求?柳州螺旋输送机显著的特点。



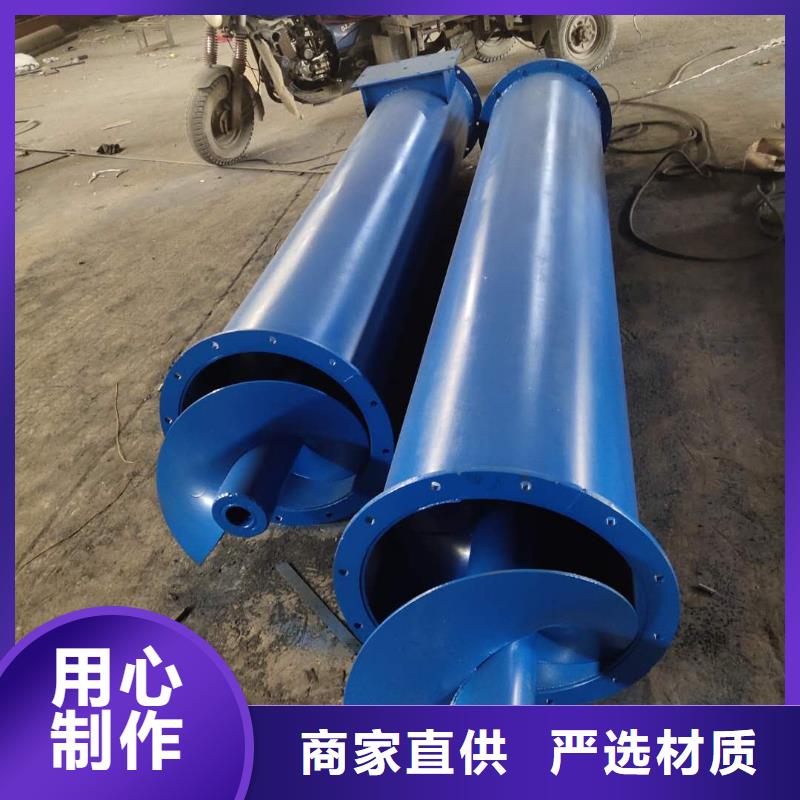
柳州螺旋输送机的螺旋叶片与机壳间隙正常范围通常在3-10mm,具体数值会受设备类型、物料特性等因素影响,以下是具体介绍:- **根据设备类型和规格**:一般来说,小型螺旋输送机的间隙相对较小,如TLSS型系列螺旋输送机,机壳内壁与螺旋叶片间两侧的间隙应相等,允许误差为2mm,底部的间隙允许误差为±2mm。对于螺旋公称直径为φ600-φ800mm的螺旋输送机,螺旋叶片与机壳双侧间隙≥7.5mm。- **根据物料特性**:输送颗粒小、硬度低、流动性好的物料,如粮食、油菜籽等,间隙可以较小,一般在3-5mm。而输送颗粒大、硬度高、磨琢性强的物料,如矿石、石块等,为了减少叶片和机壳的磨损,间隙需要适当增大,通常在5-10mm。- **根据安装角度**:水平安装的螺旋输送机,螺旋叶片和机壳之间的间隙保持正常范围即可。倾斜安装的输送机,由于物料要提升高度,受物料自身重力影响,为防止物料过多掉落,螺旋叶片和机壳之间的间隙要比水平方向的小一些。








 扫一扫
扫一扫